十部门发文,鼓励推广使用再生骨料 2021年10月29日
近日,国家发展改革委联合生态环境部、工业和信息化部、科技部、财政部、住房城乡建设部、交通运输部、农业农村部、商务部、市场监管总局印发《“十四五”全国清洁生产推行方案》(以下简称《方案》)。《方案》部署了5大重点工程和15项重点任务。文件涉及砂石行业的运输、低碳改造、尾矿加工、固废利用等多个方面,《方案》提出:
加强交通运输领域清洁生产。加快建设综合立体交通网,提高铁路、水路在综合运输中的承运比重。加大新能源和清洁能源在交通运输领域的应用力度。
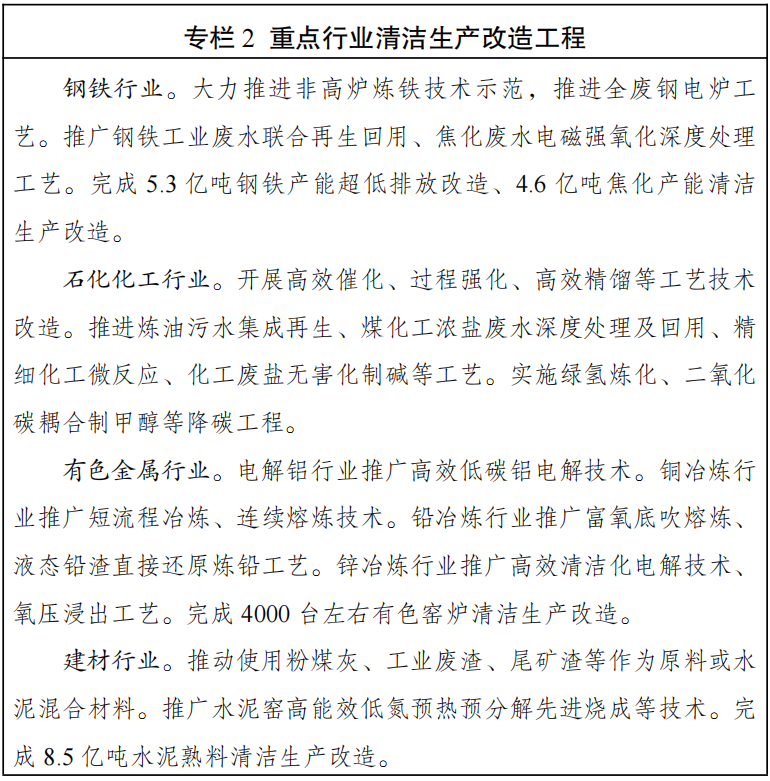
大力推进重点行业清洁低碳改造。全面开展清洁生产审核和评价认证,推动能源、钢铁、焦化、建材、有色金属、石化化工、印染、造纸、化学原料药、电镀、农副食品加工、工业涂装、包装印刷等重点行业“一行一策”绿色转型升级。
建材行业推动使用粉煤灰、工业废渣、尾矿渣等作为原料或水泥混合材料。
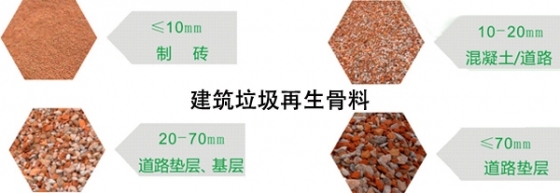
推动建筑业清洁生产。推广可再生能源建筑,推动 建筑用能电气化和低碳化。加强建筑垃圾源头管控,实施工程建设全过程绿色建造。推广使用再生骨料及再生建材,促进建筑垃圾资源化利用。
发改委等十部门印发《“十四五”全国清洁生产推行方案》是未来砂石行业绿色发展的重要指导性文件,将对砂石行业的运输、生产、固废利用等多个方面产生重大影响,相关企业必须高度重视!

国家发展改革委等部门关于印发《“十四五”全国清洁生产推行方案》的通知
发改环资〔2021〕1524号
各省、自治区、直辖市人民政府,国务院有关部门:
《“十四五”全国清洁生产推行方案》已经国务院同意,现印发给你们,请结合实际抓好贯彻落实。
国家发展改革委
生态环境部
工业和信息化部
科技部
财政部
住房和城乡建设部
交通运输部
农业农村部
商务部
市场监管总局
2021年10月29日
“十四五”全国清洁生产推行方案
“十四五”全国清洁生产推行方案推行清洁生产是贯彻落实节约资源和保护环境基本国策的重要举措,是实现减污降碳协同增效的重要手段,是加快形成绿色生产方式、促进经济社会发展全面绿色转型的有效途径。为贯彻落实清洁生产促进法、“十四五”规划和2035年远景目标纲要,加快推行清洁生产,制定本方案。
一、总体要求
(一)指导思想。以习近平新时代中国特色社会主义思想为指导,全面贯彻党的十九大和十九届二中、三中、四中、五中全会精神,深入贯彻习近平生态文明思想,按照党中央、国务院决策部署,立足新发展阶段,完整、准确、全面贯彻新发展理念,构建新发展格局,推动高质量发展,以节约资源、降低能耗、减污降碳、提质增效为目标,以清洁生产审核为抓手,系统推进工业、农业、建筑业、服务业等领域清洁生产,积极实施清洁生产改造,探索清洁生产区域协同推进模式,培育壮大清洁生产产业,促进实现碳达峰、碳中和目标,助力美丽中国建设。
(二)主要目标。到2025年,清洁生产推行制度体系基本建立,工业领域清洁生产全面推行,农业、服务业、建筑业、交通运输业等领域清洁生产进一步深化,清洁生产整体水平大幅提升,能源资源利用效率显著提高,重点行业主要污染物和二氧化
碳排放强度明显降低,清洁生产产业不断壮大。到2025年,工业能效、水效较2020年大幅提升,新增高效节水灌溉面积6000万亩。化学需氧量、氨氮、氮氧化物、挥发性有机物(VOCs)排放总量比2020年分别下降8%、8%、10%、10%以上。全国废旧农膜回收率达85%,秸秆综合利用率稳定在86%以上,畜禽粪污综合利用率达到80%以上。城镇新建建筑全面达到绿色建筑标准。
二、突出抓好工业清洁生产
(三)加强高耗能高排放项目清洁生产评价。对标节能减排和碳达峰、碳中和目标,严格高耗能高排放项目准入,新建、改建、扩建项目应采取先进适用的工艺技术和装备,单位产品能耗、物耗和水耗等达到清洁生产先进水平。钢铁、水泥熟料、平板玻璃、炼油、焦化、电解铝等行业新建项目严格实施产能等量或减量置换。对不符合所在地区能耗强度和总量控制相关要求、不符合煤炭消费减量替代或污染物排放区域削减等要求的高耗能高排放项目予以停批、停建,坚决遏制高耗能高排放项目盲目发展。
(四)推行工业产品绿色设计。健全工业产品绿色设计推行机制。引导企业改进和优化产品和包装物的设计方案,减少产品和包装物在整个生命周期对环境的影响。在生态环境影响大、产品涉及面广、行业关联度高的行业,创建工业产品生态(绿色)设计示范企业,探索行业绿色设计路径。健全绿色设计评价标准体系。鼓励行业协会发布产品绿色设计指南,推广绿色设计案例。
(五)加快燃料原材料清洁替代。加大清洁能源推广应用,提高工业领域非化石能源利用比重。对以煤炭、石油焦、重油、渣油、兰炭等为燃料的工业炉窑、自备燃煤电厂及燃煤锅炉,积极推进清洁低碳能源、工业余热等替代。因地制宜推行热电联产“一区一热源”等园区集中供能模式,替代小散工业燃煤锅炉,减少煤炭用量,实现大气污染和二氧化碳排放源头削减。推进原辅材料无害化替代,围绕企业生产所需原辅材料及最终产品,减少优先控制化学品名录所列化学物质及持久性有机污染物等有毒有害物质的使用,促进生产过程中使用低毒低害和无毒无害原料,降低产品中有毒有害物质含量,大力推广低(无)挥发性有机物含量的油墨、涂料、胶粘剂、清洗剂等使用。
(六)大力推进重点行业清洁低碳改造。严格执行质量、环保、能耗、安全等法律法规标准,加快淘汰落后产能。全面开展清洁生产审核和评价认证,推动能源、钢铁、焦化、建材、有色金属、石化化工、印染、造纸、化学原料药、电镀、农副食品加工、工业涂装、包装印刷等重点行业“一行一策”绿色转型升级,加快存量企业及园区实施节能、节水、节材、减污、降碳等系统性清洁生产改造。在国家统一规划的前提下,支持有条件的重点行业二氧化碳排放率先达峰。在钢铁、焦化、建材、有色金属、石化化工等行业选择100家企业实施清洁生产改造工程建设,推动一批重点企业达到国际清洁生产领先水平。
三、加快推行农业清洁生产
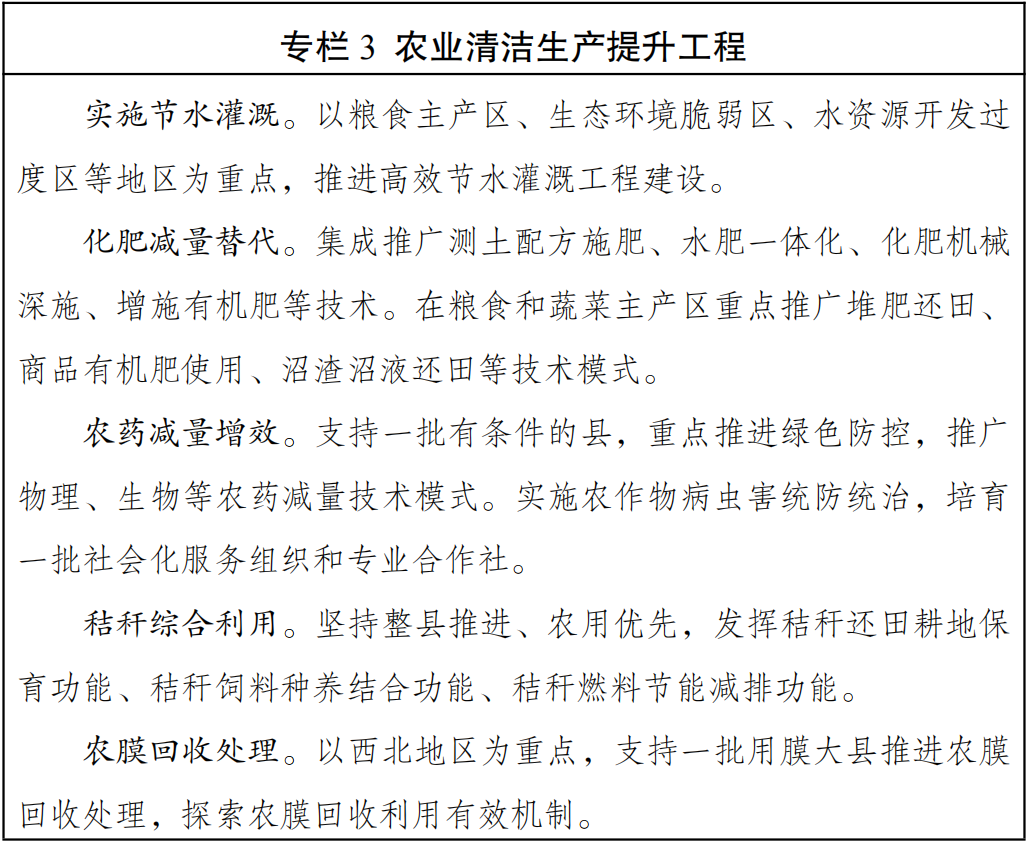
(七)推动农业生产投入品减量。加强农业投入品生产、经营、使用等各环节的监督管理,科学、高效地使用农药、化肥、农用薄膜和饲料添加剂,消除有害物质的流失和残留,减少农业生产资料的投入。组织农业生产大县大市开展果菜茶病虫全程绿色防控试点,不断提高主要农作物病虫绿色防控覆盖率。
(八)提升农业生产过程清洁化水平。改进农业生产技术,形成高效、清洁的农业生产模式。严格灌溉取水计划管理,大力发展旱作农业,全面推广节水技术,不断提高农业用水效率。深化测土配方施肥,推广水稻侧深施肥等高效施肥方式。全面推广健康养殖技术,推动兽用抗菌药使用减量。加快构建种植业、畜禽养殖业、水产养殖业清洁生产技术体系,大力推广种养加一体化发展模式。
(九)加强农业废弃物资源化利用。完善秸秆收储运服务体系,积极推动秸秆综合利用。加强农膜管理,推广普及标准地膜,推动机械化捡拾、专业化回收和资源化利用,有效防治农田白色污染。因地制宜采取堆沤腐熟还田、生产有机肥、生产沼气和生物天然气等方式,加大畜禽粪污资源化利用力度。在粮食主产区、畜禽水产养殖优势区、设施农业重点区和特色农产品生产区等农业废弃物资源丰富区域,以及洞庭湖、丹江口水库、太湖、乌梁素海等重点流域湖泊水库周边区域,深入推行农业清洁生产,形成一批可推广、可复制的典型案例。
四、积极推动其他领域清洁生产
(十)推动建筑业清洁生产。持续提高新建建筑节能标准,加快推进超低能耗、近零能耗、低碳建筑规模化发展,推进城镇既有建筑和市政基础设施节能改造。推广可再生能源建筑,推动建筑用能电气化和低碳化。加强建筑垃圾源头管控,实施工程建设全过程绿色建造。推广使用再生骨料及再生建材,促进建筑垃圾资源化利用。将房屋建筑和市政工程施工工地扬尘污染防治纳入建筑业清洁生产管理范畴。
(十一)推进服务业清洁生产。以清洁生产为重要抓手,着力提升城市服务业绿色化水平。餐饮、娱乐、住宿、仓储、批发、零售等服务性企业要坚持清洁生产理念,应当采用节能、节水和其他有利于环境保护的技术和设备,改善服务规程,减少一次性物品的使用。推进宾馆、酒店等场所一次性塑料用品禁限工作。从严控制洗浴、高尔夫球场、人工滑雪场等高耗水服务业用水,推动高耗水服务业优先利用再生水、雨水等非常规水源,全面推广循环用水技术工艺。推进餐饮油烟治理、厨余垃圾资源化利用。
(十二)加强交通运输领域清洁生产。持续优化运输结构,加快建设综合立体交通网,提高铁路、水路在综合运输中的承运比重,持续降低运输能耗和二氧化碳排放强度。大力发展多式联运、甩挂运输和共同配送等高效运输组织模式,提升交通运输运行效率。推进智慧交通发展,推广低碳出行方式。加大新能源和清洁能源在交通运输领域的应用力度,加快内河船舶绿色升级,以饮用水水源地周边水域为重点,推动使用液化天然气动力、纯电动等新能源和清洁能源船舶。积极推广应用温拌沥青、智能通风、辅助动力替代和节能灯具、隔声屏障等节能环保技术和产品。
五、加强清洁生产科技创新和产业培育
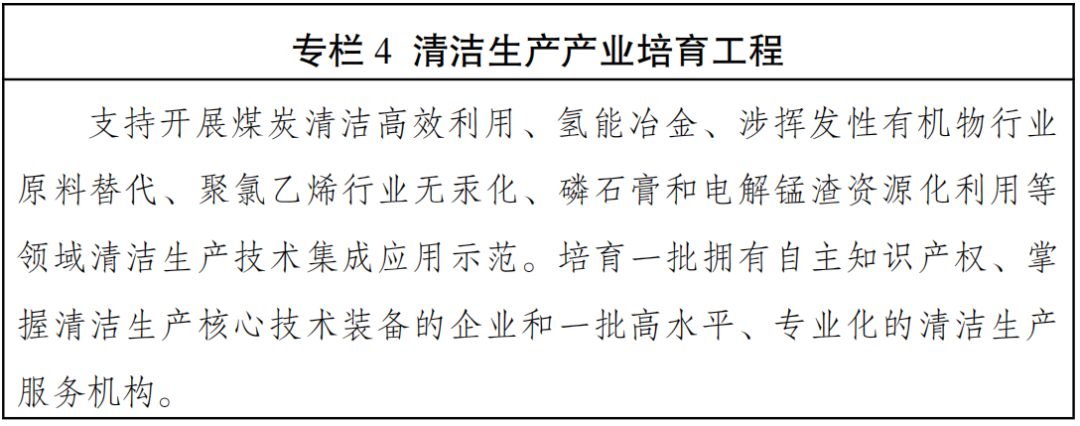
(十三)加强科技创新引领。加强清洁生产领域基础研究和应用技术创新性研究。围绕工业产品绿色设计、能源清洁高效低碳安全利用、污水资源化、农业节水灌溉控制、多污染物协同减排、固体废弃物资源化等方向,突破一批核心关键技术,研制一批重大技术装备。
(十四)推动清洁生产技术装备产业化。积极引导、支持企业开发具有自主知识产权的清洁生产技术和装备,着力提高供给能力。发挥清洁生产相关协会和联盟等平台作用,大力推进源头减量、过程控制、末端治理等清洁生产技术装备应用,加快清洁生产关键共性技术装备的产业化发展。
(十五)大力发展清洁生产服务业。创新清洁生产服务模式,探索构建以绩效为核心的清洁生产服务支付机制。加快建立规范的清洁生产咨询服务市场,鼓励具有竞争力的第三方清洁生产服务企业为用户提供咨询、审核、评价、认证、设计、改造等“一站式”综合服务。探索建立第三方服务机构责任追溯机制,健全清洁生产技术服务体系。
六、深化清洁生产推行模式创新
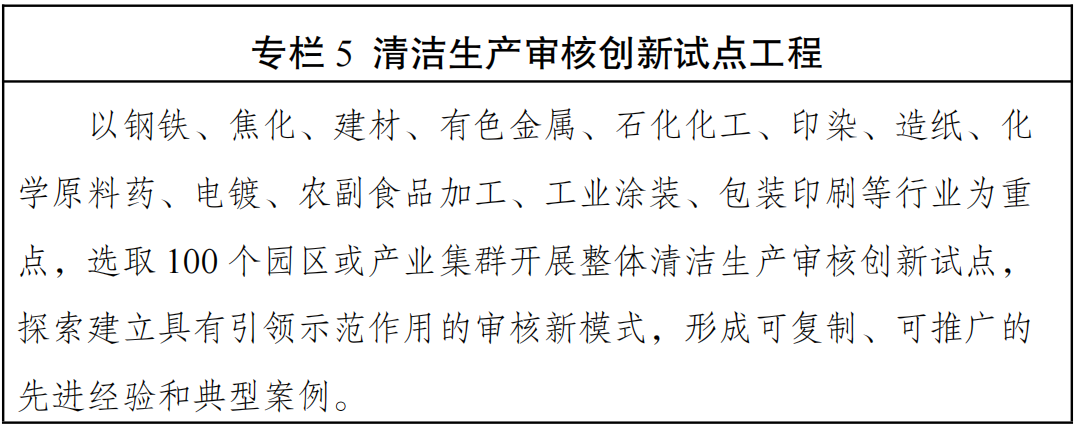
(十六)创新清洁生产审核管理模式。鼓励各地探索推行企业清洁生产审核分级管理模式,对高耗能、高耗水、高排放的企业以及生产、使用、排放涉及优先控制化学品名录中所列化学物质的企业严格实施清洁生产审核,对其他企业可适当简化审核工作程序。鼓励企业开展自愿性清洁生产评价认证,对通过评价认证且满足清洁生产审核要求的,视同开展清洁生产审核。积极推动清洁生产审核与节能审查、节能监察、环境影响评价和排污许可等管理制度有效衔接。鼓励有条件的地区开展行业、园区和产业集群整体审核试点。研究将碳排放指标纳入清洁生产审核。
(十七)探索清洁生产区域协同推进。在实施京津冀协同发展等区域发展重大战略中,探索建立清洁生产协同推进机制,统一清洁生产评价认证和审核要求,联合开展技术推广,协同推进重点行业清洁生产改造。京津冀及周边地区、汾渭平原、长三角地区、珠三角地区、成渝地区等区域重点实施钢铁、石化化工、焦化、包装印刷、工业涂装等行业清洁生产改造,推动细颗粒物(PM2.5)和臭氧(O3)协同控制。长江、黄河等流域重点实施造纸、印染、化学原料药、农副食品加工等行业清洁生产改造,减少氨氮和磷污染物排放。
七、组织保障
(十八)加强组织实施。国家发展改革委加强组织协调,充分发挥清洁生产促进工作部门协调机制作用,推动本方案实施,生态环境部、工业和信息化部、科技部、财政部、住房和城乡建设部、交通运输部、农业农村部、商务部、市场监管总局等部门按照职能分工抓好重点任务落实。地方政府要落实主体责任,加大力度鼓励和促进清洁生产,结合实际确定本地区清洁生产重点任务,制定具体实施措施。
(十九)完善法律法规标准。推动修订清洁生产促进法,加强与相关法律法规的衔接协调,强化相关主体权利义务。鼓励各地结合实际制定促进清洁生产的地方性法规。建立健全清洁生产标准体系,组织修订清洁生产评价指标体系编制通则,研究制定清洁生产团体标准管理办法。编制发布清洁生产先进技术目录。
(二十)强化政策激励。各级财政积极探索有效方式,支持清洁生产工作。依法落实和完善节能节水、环境保护、资源综合利用相关税收优惠政策,强化绿色金融支持,引导企业扩大清洁生产投资。加强清洁生产审核和评价认证结果应用,将其作为阶梯电价、用水定额、重污染天气绩效分级管控等差异化政策制定和实施的重要依据。建立健全清洁生产激励制度,按照国家有关规定对工作成效突出的单位和个人依法给予表彰和奖励。
(二十一)加强基础能力建设。推动建设清洁生产信息化公共服务平台。依托省级清洁生产中心或相关社会组织加强地方清洁生产能力建设。鼓励组建清洁生产专家库,开展多层次的清洁生产培训。深入开展清洁生产宣传教育活动,积极营造全社会共同推行清洁生产的良好氛围,推动形成绿色生产生活方式。
来源:国家发改委